










уААуААчаФчй╢чЪДшГМцЩпшИЗхХПщбМ
уААуААц╡╖ф╕Кц▓╣ц░гщА�(j├мn)хПгхТМц╡╖ц┤Лц▓╣ц░гчФ�(ch╟Оn)це�(y├и)ф╜ЬчВ║цИСхЬЛц╡╖х╖ешгЭхВЩхИ╢щАацен(y├и)чЪДщЗНшжБч╡ДцИРщГихИ�я╝МхЬищЫЩчв│чЫоциЩ(bi─Бo)хТМхЬЛхЕ�(n├иi)ц▓╣ц░гц╢Иш▓╗(f├иi)хвЮщХ╖чЪДшГМцЩпф╕Лх╛ЧхИ░х┐лщАЯчЩ╝(f─Б)х▒Хя╝МхЕ╢чФЯчФ�(ch╟Оn)уАБш╝╕щАБчТ░(hu├бn)хвГцГбхКгя╝МхЬишАРщлШхг�уА�-162тДГш╢Еф╜Оц║луАБшАРшЕРшЭХхПКшАРхАЩцАзчнЙцЦ╣щЭвшжБц▒ВцЫ┤щлШуАВшАМхдзхПгх╛СхОЪхгБф╕НщК╣щЛ╝чДКчобхЫахЕ╢хЕ╖цЬЙщлШх╝�(qi├бng)х║�уАБщлШшАРшЕРшЭХцАзхПКшЙпхе╜чЪДф╜Оц║лхбСцАзя╝МшГ╜хЕЛцЬНце╡члпц║лх║�уАБщлШхг�уАБшЕРшЭХце╡члпчТ░(hu├бn)хв�я╝МцШпцИСхЬЛц╡╖ф╕Кц▓╣ц░гщА�(j├мn)хПгхТМщЦЛчЩ╝(f─Б)ф╕НхПпцИЦч╝║чЪДхЯ║чд�(ch╟Ф)чобцЭРуАВхЫацн�я╝Мх╕Вха┤х░НхдзхПгх╛Сф╕НщК╣щЛ╝чДКчобщЬАц▒ВцАехКЗхвЮхКая╝Мф╕ФчобцЭРхдзщЗПф╛ЭщЭащА�(j├мn)хП�я╝МхЬиф║дш▓ицЬ�уАБцКАшб�(sh├╣)цАзшГ╜уАБцКАшб�(sh├╣)ци�(bi─Бo)ц║�(zh╟Фn)ф╕КхЭЗши�(sh├и)ч╜ощЦАцк�я╝Мх░НцИСхЬЛчЫ╕щЧЬ(gu─Бn)шбМцен(y├и)х╜вцИРхгБхгШуАВщАацИРщАЩчиох▒АщЭвчЪДхОЯхЫацЬЙф╗еф╕Лф╕ЙхАЛцЦ╣щЭвя╝Ъ
уААуАА1уАБхВ│ч╡�(t╟Тng)JCOEхИ╢хВЩцЦ╣х╝ПхЭЗцЗЙ(y─лng)чФиф║ОчФЯчФв(ch╟Оn)тАЬщ╗СцЭРтА�я╝Мхо╣цШУхЗ║чП�(xi├аn)хгБхОЪф╕НхЭЗхЛ�уАБщЦЛхПгх║жф╕Нф╕АшЗ�уАБхЬУх║жф╕Нш╢│чнЙч╝║щЩ╖я╝МхЪ┤(y├бn)щЗНчЪДх░ЗхЗ║чП�(xi├аn)ф╕НшГ╜ф┐ох╛й(f├╣)шАМха▒х╗�я╝МчЫохЙНхдзхПгх╛СхОЪхгБф╕НщК╣щЛ╝чДКчобчФЯчФ�(ch╟Оn)ф╕нщЦУчТ�(hu├бn)чпА(ji├й)ч╣БхЖЧя╝МшЙпхУБчОЗф╜�я╝Мц╗┐ш╢│ф╕Нф║ЖхдЪхУБчиоуАБхдЪшж�(gu─л)ца╝чФв(ch╟Оn)хУБщАгч║М(x├╣)хМЦчФЯчФ�(ch╟Оn)щЬАц▒�уА�
уААуАА2уАБхдзхПгх╛СхОЪхгБф╕НщК╣щЛ╝чДКчобхЫачФЯчФв(ch╟Оn)цКАшб�(sh├╣)ф╕НцИРчЖ�я╝Мх░О(d╟Оo)шЗ┤хЬицЬНх╜╣щБОчиЛф╕нце╡цШУхЗ║чП�(xi├аn)тАЬш╖СтА�уАБтАЬхЖТтА�уАБтАЬц╗┤тА�уАБтАЬц╝ПтАЭчнЙчП�(xi├аn)ш▒бя╝МчФ�(ch╟Оn)хУБцАзшГ╜щЫгф╗ец╗┐ш╢│це╡члпчТ�(hu├бn)хвГщЬАц▒�я╝МшАМц▓╣ц░гш╝╕щАБчобш╖пх░Нх░║хп╕шИЗф╜Оц║лщЯМцАзшжБц▒ВцЫ┤хКахЪ┤(y├бn)ца╝я╝МхЫацндщЗНщ╗Ю(di╟Оn)щЦЛх▒ХщЧ�(gu─Бn)щН╡цКАшб�(sh├╣)чаФчй╢цШпцПРхНЗчобцЭРцЬНх╜╣шбМчВ║чЪДщЗНшжБцЙЛцо╡уА�
уААуАА3уАБчЫохЙНхЬЛхЕ�(n├иi)цУБцЬЙчЪДшин(sh├и)хВЩхЭЗцШпх╛ЮхЬЛхдЦщА�(j├мn)хПгцИЦшАЕхЬЛхЕ�(n├иi)хЦошЗ║ши�(sh├и)хВЩцМЙх╖ех║Пч╡ДцИРщЫвцХгхЮЛчФв(ch╟Оn)ч╖Ъя╝Мши�(sh├и)хВЩхГ╣ца╝цШВш▓�я╝Мч╝║х░СшЗкф╕╗чаФчЩ�(f─Б)чЪДч╢У(j─лng)щй�(y├аn)шИЗшГ╜хК�уАВхЫацндщЬАшжБч╡Р(ji├й)хРИхдзхПгх╛СхОЪхгБф╕НщК╣щЛ╝чДКчобцИРх╜вчРЖшлЦуАБх╖ешЧЭчЪДчаФчй╢я╝МцПРхЗ║шИЗчФ�(ch╟Оn)ч╖ЪщЬАц▒Вф╕АшЗ┤чЪДшгЭхВЩч╡�(ji├й)цз�(g├▓u)х╜вх╝ПшИЗчФЯчФ�(ch╟Оn)шГ╜хКЫя╝МцЙУча┤хдзхПгх╛СхОЪхгБф╕НщК╣щЛ╝чДКчобшгЭхВЩф╛Эш│┤щА�(j├мn)хПгчЪДчП�(xi├аn)чЛАуА�
уААуААф╕╗шжБхЙ�(chu├аng)цЦ░хЕз(n├иi)хо�
уААуААща�(xi├аng)чЫохЬШ(tu├бn)щЪКч╢У(j─лng)щБОхНБхдЪх╣┤чЪДшБп(li├бn)хРИцФ╗щЧ�(gu─Бn)я╝Мшзгц▒║ф║ЖцИРх╜вшИЗчДКцОечЪДхХПщбМя╝МхЬицндхЯ║чд�(ch╟Ф)ф╕Кш╝ФхКйхИ╢хВЩх╖ешЧЭуАБчЖ▒шЩХчРЖцКАшб�(sh├╣)ф╗ехПКшИЗф╣ЛхМ╣щЕНчЪДшгЭхВ�уАВцзЛ(g├▓u)х╗║х╜ОцЫ▓цИРх╜�уАБщАгч║М(x├╣)чДКцОехН�(xi├й)хРМхКах╖ещлФч│�я╝Мшзгц▒║чобщлФцИРх╜вшИЗчДКцОецАзшГ╜ф╕АшЗ┤цАзчЪДхХПщбМя╝МшЮНхРИхРИчРЖчЪДх╖ешЧЭхИ╢х║жуАБчЖ▒шЩХчРЖцКАшб�(sh├╣)ф╗ехПКшИЗф╣ЛхМ╣щЕНчЪДшгЭхВ�я╝МхИ╢хВЩхЗ║ц╗┐ш╢│х╕Вха┤щЬАц▒ВчЪДхдзхПгх╛СхОЪхгБф╕НщК╣щЛ╝чЫ┤ч╕лчДКчобуАВхЕ╢ч╕╜щлФцАЭш╖пхжВхЬЦ1цЙАчд�уА�
хЬ�1 хдзхПгх╛СхОЪхгБф╕НщК╣щЛ╝чДКчобч╕╜щлФцАЭш╖п
уААуААхЙ�(chu├аng)цЦ░щ╗Ю(di╟Оn)ф╕АуАБхЯ║ф║ОхОЪхгБцЭ┐цЭРф╕нцАзх▒дхБПчз╗уАБх╜ОцЫ▓хЫЮх╜�уАБхМЕш╛Ыца╝цХИцЗЙ(y─лng)чРЖшлЦя╝МцзЛ(g├▓u)х╗║ф║ЖчН▓х╛ЧцЭ┐щВКща�(y├╣)х╜�уАБчобщлФщАгч║М(x├╣)цКШх╜ОшИЗч▓╛цХ┤цИРх╜вцЦ╣ц│�я╝МчВ║х╖ешЧЭхИ╢хоЪхТМшгЭхВЩчаФчЩ�(f─Б)цПРф╛Ыф║ЖчРЖшлЦф╛ЭцУ�(j├╣)я╝Мх╜вцИРф╕НхРМшжП(gu─л)ца╝чФв(ch╟Оn)хУБхЦощБУцмбцКШх╜ОщБОчиЛф╕нцАзх▒дхБПчз╗щЗПя╝ИцЭ┐хОЪ6%-18%я╝�уАБхЫЮх╜Ия╝ИцЭ┐хОЪ0.8%я╝ЙчнЙч▓╛ц║Ц(zh╟Фn)цОзхИ╢я╝Мшзгц▒║ф║ЖчобщлФцКШх╜ОцИРх╜вщБОчиЛх░║хп╕хБПх╖ошИЗч╝║щЩ╖щЫгщб�уА�
уААуААщЦЛх▒ХцЗ�(y─лng)хКЫф╕нцАзх▒дшИЗх╣╛ф╜Хф╕нх┐Гх▒дхБПчз╗шж�(gu─л)х╛ЛчаФчй╢я╝Мцз�(g├▓u)х╗║хЯ║ф║ОхОЪх║жх╝╖(qi├бng)хМЦцибхЮЛчЪДф╕нцАзх▒дхБПчз╗цЦ╣ц│Хя╝МхПпш╝ФхКйща�(y├╣)ц╕мчобщлФцКШх╜ОщБОчиЛцпПщБУцмбчобхгБц╕ЫшЦДщЗПф╗ехПКчобх╛Сх╗╢ф╝╕щЗПя╝Мхпж(sh├н)чП�(xi├аn)хОЯхзЛхЭпцЦЩч▓╛чв║хоЪхпмя╝ЫщЦЛх▒ХцЭ┐цЭРх╜ОцЫ▓цИРх╜вщБОчиЛхЫЮх╜ИцйЯ(j─л)хИ╢чаФчй�я╝МцзЛ(g├▓u)х╗║хПпцЬЙцХИцОзхИ╢цКШх╜ОшзТх║жчЪДцЦ╣ц│�я╝МхЫЮх╜ИщЗПх╣│хЭЗхА╝ч┤ДчВ║цЭ┐хОЪчЪД0.8%х╖жхП│я╝Мхпж(sh├н)чП�(xi├аn)ф║ЖцЭ┐хЭпцКШх╜ОхН╕ш╝ЙхРОхЫЮх╜ИщЗПчЪДч▓╛чв║ща�(y├╣)ц╕�я╝МцЬЙцХИщБ┐хЕНчобщлФцИРх╜вхЗ║чП�(xi├аn)чДКч╕лщЦЛхПгш╝ГхдзуАБхСихРСхЬУх║жф╕НшЙпч╝║щЩ�я╝ЫщЦЛх▒ХцЭ┐цЭРх╜ОцЫ▓щБОчиЛхКа/хН╕ш╝ЙщБОчиЛф╕нхМЕш╛Ыца╝цХИцЗЙ(y─лng)чаФчй╢я╝МцзЛ(g├▓u)х╗║хОЪцЭ┐х╜ОцЫ▓хМЕш╛Ыца╝цХИцЗЙ(y─лng)цЦ╣ц│Хя╝МшИЗхп�(sh├н)щЪЫц╕мщЗПшкдх╖ох░Пф║�10%я╝МчВ║хОЪхгБф╕НщК╣щЛ╝чДКчобJCOEцИРх╜вх╖ех║Пф╕нчобщлФщаР(y├╣)х╜�уАБщАгч║М(x├╣)цКШх╜ОцИРх╜вх╖ешЧЭхИ╢хоЪцПРф╛ЫцКАшб�(sh├╣)ф╛ЭцУЪ(j├╣)уА�
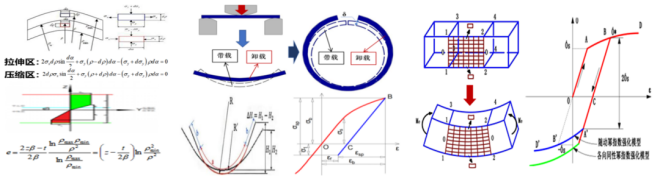
хЬ�2 хОЪхгБцЭ┐цЭРф╕нцАзх▒дхБПчз╗уАБх╜ОцЫ▓хЫЮх╜�уАБхМЕш╛Ыца╝цХИцЗЙ(y─лng)чнЙцЦ╣ц│�
уААуААхЙ�(chu├аng)цЦ░щ╗Ю(di╟Оn)ф║�уАБчаФчй╢ф║ЖчобщлФцИРх╜вщБОчиЛщЧ�(gu─Бn)щН╡х╖ех║ПцибхЕ╖цзЛ(g├▓u)хЮ�я╝МцПнчд║ф║Жф╕НхРМцЭРш│к(zh├м)уАБшжП(gu─л)ца╝чФв(ch╟Оn)хУБцИРх╜вщБОчиЛчЪДшоКх╜вшж�(gu─л)х╛�я╝МчН▓х╛Чц╗┐ш╢│чФЯчФ�(ch╟Оn)щЬАц▒ВчЪДцИРх╜вх╖ешЧЭцКАшб�(sh├╣)щлФч│╗я╝Мшзгц▒║ф║ЖцИРх╜вщБОчиЛф╕нчФв(ch╟Оn)чФЯч╝║щЩ╖чнЙцКАшб�(sh├╣)щЫгщбМуА�
уААуААщЦЛх▒Хща�(y├╣)х╜ОцибхЕ╖х░НхдзхПгх╛СхОЪхгБчДКчобхЬища�(y├╣)х╜ОщЪОцо╡чЪДх╜▒щЯ┐шж�(gu─л)х╛ЛчаФчй�я╝МхИ╢хоЪхЗ║ц╗┐ш╢│хдзхПгх╛Сф╕НщК╣щЛ╝чЫ┤ч╕лчДКчобща�(y├╣)х╜ОщЪОцо╡чЪДцИРх╜вх╖ешЧЭуАВцзЛ(g├▓u)х╗║хПпц╗┐ш╢│ф╕НхРМчЫ┤х╛СуАБхгБхОЪчобцЭРчЪДцЭ┐хЭпща�(y├╣)х╜ОцИРх╜вхЗ╣хЗ╕цибхЕ�я╝МхЯ║ф║ОчобхЭпчЫ┤щВКх╝зщВКш╜Й(zhu╟Оn)шоКхНА(q┼л)хЯЯчЪДща�(y├╣)х╜ОцибхЕ╖щБОц╕бцо╡уАБф╕Кф╕ЛцибхЕ╖чЫ╕ф╜Нх╖охД�(y┼Нu)хМЦшин(sh├и)шиИцЦ╣ц│�я╝МцЭ┐цЭРхОЪх║жцпПхвЮхКа10mmя╝МщБОц╕бцо╡шзТх║жхвЮхКа1┬░я╝МщБОц╕бцо╡х╜ОцЫ▓щЗПхвЮхК�9mmх╖жхП│я╝МцЬЙцХИхпж(sh├н)чП�(xi├аn)ф╕ЛцибшбМш╡░шбМчиЛшИЗхКаш╝ЙцЦ╣х╝Пч▓╛ц║�(zh╟Фn)цОзхИ╢я╝Мхпж(sh├н)чП�(xi├аn)ф║Жф╕НхРМчЫ┤х╛СчобщлФцИРх╜вф╕АцибхдЪчФичЪДцХИцЮЬя╝ЫщЦЛх▒ХцЭ┐цЭРцКШх╜ОцИРх╜вщБОчиЛцнещА�(j├мn)х╝ПщАгч║М(x├╣)х╜ОцЫ▓цИРх╜вчаФчй╢я╝МхДк(y┼Нu)хМЦф║Жф╕КцибхЕ╖хгУф╕ЛщЗПуАБф╕ЛцибхЕ╖щЦЛхПгх║жхПКф╕ЛхгУщБУцмбчнЙх╖ешЧЭхПГцХ�(sh├╣)я╝МцКШх╜ОцИРх╜вф╕КцибхЕ╖хгУф╕ЛщЗПхТМф╕ЛцибщЦЛхПгх║�уАБцКШх╜ОщБУцмбхДк(y┼Нu)хМЦшин(sh├и)шиИцЦ╣ц│Хя╝МцПРщлШф║ЖчобщлФх░║хп╕ч▓╛х║�я╝Мц╗┐ш╢│ф╕НхРМшжП(gu─л)ца╝чобщлФчФЯчФ�(ch╟Оn)чЪДцЬАхД�(y┼Нu)цКШх╜ОцИРх╜вх╖ешЧЭшжБц▒Вя╝Мхпж(sh├н)чП�(xi├аn)ф║ЖчобщлФхИ╢хВЩщЪОцо╡щлШцХИхМЦуАБч▓╛чв║хМЦя╝ЫщЦЛх▒ХщаР(y├╣)цХ┤х╜вцй�(j─л)хдЪшЗкчФ▒х║жхРИч╕лчаФчй╢я╝МхДк(y┼Нu)хМЦф║ЖхРИч╕лш╝еф╜Нч╜оуАБш╗╕хРСхгУф╕ЛшзТх║жчЪДшк�(di├аo)чпА(ji├й)х╖ешЧЭя╝МцзЛ(g├▓u)х╗║хЯ║ф║Оф╕НхРМщЦЛхПгх║жща�(y├╣)цХ┤х╜вшк�(di├аo)цХ┤цЦ╣ц│ХшИЗщЧ�(gu─Бn)щН╡цКАшб�(sh├╣)уАБтАЬцбГх╜втАЭтАЬцвих╜втАЭтАЬщМпщВКтАЭчнЙчЙ╣цоКч╝║щЩ╖хД�(y┼Нu)хМЦцйЯ(j─л)чР�я╝Мхпж(sh├н)чП�(xi├аn)ф║ЖчобщлФчДКч╕лч▓╛ц║�(zh╟Фn)х░НцОея╝МцПРщлШчобщлФцИРх╜вш│к(zh├м)щЗ�уА�
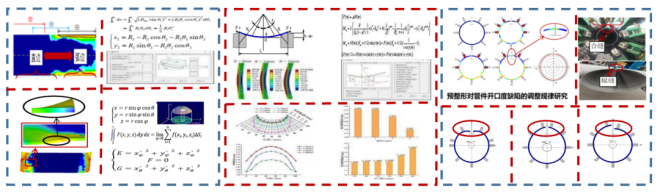
хЬ�3 чобщлФцИРх╜вщБОчиЛщЧ�(gu─Бn)щН╡х╖ех║ПцибхЕ╖цзЛ(g├▓u)х╜вшин(sh├и)шиИцЦ╣ц│ХшИЗх╖ешЧЭшк�(di├аo)цОзцКАшб�(sh├╣)
уААуААхЙ�(chu├аng)цЦ░щ╗Ю(di╟Оn)ф╕ЙуАБщЦЛчЩ�(f─Б)ф║ЖчДКцОечЖФц▒ашИЗчДКч╕лхЬЦхГПцЩ║шГ╜шнШхИеш╖Яш╣дуАБчДКч╕лцИРх╜вцЩ║шГ╜х╖ешЧЭцОзхИ╢цКАшб�(sh├╣)уАБчДКч╕лш│к(zh├м)щЗПчЪДхЕиц╡БчиЛчЫг(ji─Бn)цОзшИЗхЛХцЕЛ(t├аi)хД�(y┼Нu)хМЦцКАшб�(sh├╣)я╝МчЖФц▒ах╜вцЕ�(t├аi)шнШхИецнгчв║чОЗщБФ(d├б)96.34%я╝МчДКч╕лч╝║щЩ╖шнШхИехТМцквц╕мц║�(zh╟Фn)чв║чОЗщБ�(d├б)95%ф╗еф╕Кя╝МчДКцОецИРцЬмщЩНф╜�30%ф╗еф╕Кя╝МцХИчОЗцПРщл�10хА�уА�
уААуААщЦЛчЩ╝(f─Б)хЗ║ц╗┐ш╢│хдзчЫ┤х╛СхОЪхгБчДКчобчДКцОещЬАц▒ВчЪДщлШцХИф╜ОцИРцЬмц╖▒чЖФчДКцОецЦ╣ц│ХхПКх╖ешЧЭцКАшб�(sh├╣)я╝МщЦЛх▒Хц╖▒чЖФTIGчДКцОецИРх╜вщБОчиЛхКЫхн╕(xu├й)хИЖцЮРя╝МхИйчФичЖ▒ц╡БхЫ║шАжхРИщА�(j├мn)шбМц╖▒чЖФTIGчДКцОецХ�(sh├╣)хА╝цибцУмя╝МчН▓х╛Чф║Жц╖▒чЖФTIGчДКцОецИРх╜вщБОчиЛх╖ешЧЭя╝ЫцзЛ(g├▓u)х╗║хЯ║ф║ОчДКч╕лчЖФц▒ахПКхЗЭхЫ║цИРх╜вхРОчДКч╕лх╜вчЛАчЪДцНХцНЙч│╗ч╡�(t╟Тng)я╝МчН▓х╛Чф║ЖчДКцОечЖФц▒ашИЗчДКч╕лхЬЦхГПцЩ║шГ╜шнШхИецКАшб�(sh├╣)я╝ЫщЦЛх▒ХхЯ║ф║ОшжЦшж║хВ│цД�уАБщЫ╗хгУщЫ╗ц╡БхдЪф┐бцБпшЮНхРИчЪДчЖФц▒ачЙ╣х╛БцХ╕(sh├╣)цУ�(j├╣)щЗЗщЫЖч│╗ч╡▒(t╟Тng)чаФчй╢я╝МцОМцПбчДКч╕лш╖Яш╣�уАБчДКч╕лцИРх╜вцОзхИ╢шИЗчДКцОещБОчиЛшг�(b╟Ф)хДЯцКАшб�(sh├╣)я╝МчЖФц▒ах╜вцЕ�(t├аi)шнШхИецЦ╣щЭвцнгчв║чОЗщБФ(d├б)96.34%я╝Мц║Ц(zh╟Фn)чв║чОЗхТМцквц╕мцХИчОЗщБФ(d├б)95%ф╗еф╕Кя╝МчН▓х╛ЧчДКцОещБОчиЛчДКч╕лцИРх╜вш│к(zh├м)щЗПцЩ║шГ╜цОзхИ�я╝Мц║Ц(zh╟Фn)чв║чЪДща�(y├╣)ц╕мчЖФц▒ахКЫхн�(xu├й)шбМчВ║хПКчЖФхпмх╜вш▓Мя╝Мчв║ф┐Эф║ЖхОЪхгБчДКчобчДКч╕лш│к(zh├м)щЗПшИЗхЯ║щлФф╕НщК╣щЛ╝цЭРцЦЩчЪДцАзшГ╜ф╕АшЗ┤цА�я╝МцПРщлШчДКцОеш│к(zh├м)щЗПхПКчДКцОецХИчОЗуА�
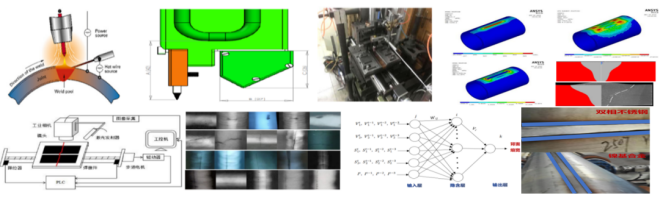
хЬ�4 чобщлФхОЪхгБф╕НщК╣щЛ╝чДКчобхЬЦхГПхЛХцЕ�(t├аi)шнШхИеуАБцЩ║шГ╜шгЬ(b╟Ф)хД�?sh├╣)цпНхТЭ╨ищЩДшЗГцд�?/div>
уААуААхЙ�(chu├аng)цЦ░щ╗Ю(di╟Оn)хЫ�уАБщЦЛчЩ�(f─Б)ф║ЖхПпхп�(sh├н)чП�(xi├аn)чДКч╕лшИЗцпНцЭРцАзшГ╜ф╕АшЗ┤цАзшк┐(di├аo)цОзуАБцЩ╢ч▓Тх░║хп╕хЬич╖Ъцквц╕мцЦ╣ц│ХчнЙщЧ�(gu─Бn)щН╡цКАшб�(sh├╣)я╝Мхпж(sh├н)чП�(xi├аn)ф║ЖчобцЭРчЖ▒шЩХчРЖщБОчиЛч╡Дч╣ФцАзшГ╜шИЗцЮРхЗ║чЫ╕чЪДхЛХцЕ�(t├аi)шк�(di├аo)цОзя╝МхЬич╖ЪцЩ╢ч▓Тх║жшкдх╖ох░Пф║�10%я╝Мшзгц▒║ф║ЖцЩ╢ч▓Тх║жщаР(y├╣)ц╕мщЫгуАБчДКч╕лщЦЛшг�уАБчДКцОещГихИЖшИЗхЯ║щлФцАзшГ╜ф╕АшЗ┤цАзх╖очнЙщЫгщбМуА�
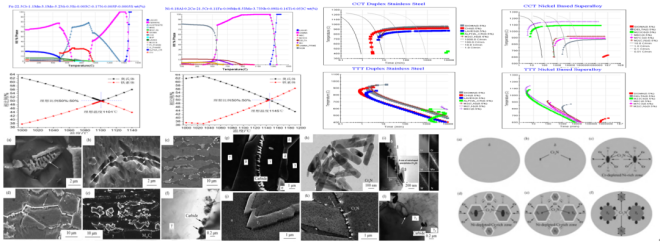
уААуААцз�(g├▓u)х╗║ф║Жх╛ошзАч╡Дч╣ФцЩ╢ч▓Тща�(y├╣)ц╕мцЦ╣ц│�я╝МчЩ╝(f─Б)чП�(xi├аn)ф║ЖчобцЭРхЬиф╕НхРМц║лх║жф╕ЛчЪДч╡Дч╣ФцЩ╢ч▓ТчЪДхЖНч╡�(ji├й)цЩ�уАБцЩ╢ч▓ТщХ╖хдзчнЙшоКхМЦшж�(gu─л)х╛�я╝Мхпж(sh├н)чП�(xi├аn)ф║ЖцЩ╢ч▓Тх║жч▓╛чв║цОзхИ╢я╝Ых╗║члЛц┐АхЕЙш╢ЕшБ▓ц│вшб░ц╕ЫчЪДцЩ╢ч▓Тх░║хп╕цквц╕мцЦ╣ц│Хя╝Мхп�(sh├н)чП�(xi├аn)ф║ЖчобцЭРх╛ошзАцЩ╢ч▓Тх░║хп╕чЪДхЬич╖Ъхпж(sh├н)цЩВцквц╕�я╝ЫхЯ║ф║ОцИРх╜вхРОчЪДчобцЭРщЬАщА�(j├мn)шбМчЖ▒шЩХчРЖшбМчВ║хп�(sh├н)чП�(xi├аn)чобф╗╢чДКч╕лшИЗцпНцЭРч╡Дч╣ФшИЗцАзшГ╜чЪДф╕АшЗ┤цАзя╝МчаФчй╢щЫЩчЫ╕ф╕НщК╣щЛ�уАБщО│хЯ║хРИщЗСчЫ╕шоКшжП(gu─л)хЙ�я╝МщЧбцШОхЬиф╕НхРМц║лх║жцвЭф╗╢ф╕ЛчЪДчЫ╕шоКчЙ╣х╛Бя╝МцзЛ(g├▓u)х╗║хПпхп�(sh├н)чП�(xi├аn)чДКч╕лхТМхЯ║щлФцАзшГ╜ф╕АшЗ┤цАзчЪДщЧ�(gu─Бn)щН╡цКАшб�(sh├╣)я╝Мч╡Р(ji├й)хРИCCTхПКTTTцЫ▓ч╖Ъя╝МщБ┐хЕНчДбцХИхПКцЬЙхо│ц║лх║жя╝Мх╜вцИРхЕ╕хЮЛщЫЩчЫ╕ф╕НщК╣щЛ╝уАБщО│хЯ║хРИщЗСчЪДчЖ▒шЩХчРЖх╖ешЧЭхИ╢х║�уА�
хЬ�5 хОЪхгБф╕НщК╣щЛ╝чДКчобчЖ▒шЩХчРЖщБОчиЛч╡Дч╣ФцЩ╢ч▓ТуАБцЮРхЗ║чЫ╕чнЙц╝ФшоКцйЯ(j─л)чР�
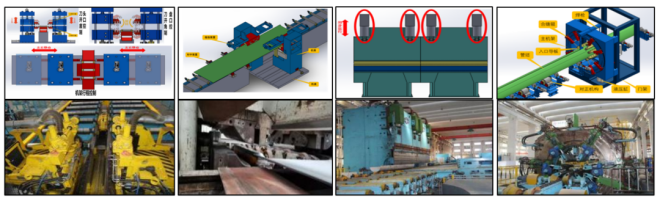
уААуААхЙ�(chu├аng)цЦ░щ╗Ю(di╟Оn)ф║�уАБчаФхИ╢хЗ║хдзхПгх╛СхОЪхгБф╕НщК╣щЛ╝чДКчобцИРхеЧшгЭхВЩя╝МцзЛ(g├▓u)х╗║ф║ЖщЭЮх░Нчи▒х╕Гч╜очЪДцЭ┐щВКща�(y├╣)х╜�уАБчобщлФщАгч║М(x├╣)цКШх╜ОчнЙщЧЬ(gu─Бn)щН╡ч╡Р(ji├й)цз�(g├▓u)х╜вх╝Пя╝Мхпж(sh├н)чП�(xi├аn)ф║Жх╖ешЧЭшИЗши�(sh├и)хВЩчЪДщЫЖцИРхЙ�(chu├аng)цЦ░я╝Мх╜вцИР╬ж219-╬ж1219mmуАБхгБхО�80mmуАБщХ╖х║�12500mmч│╗хИЧчФ�(ch╟Оn)хУБчФЯчФ�(ch╟Оn)цКАшб�(sh├╣)я╝МцХИчОЗцПРщл�2хАНф╗еф╕�уА�
уААуААчЩ�(f─Б)цШОхЗ║хПпщАгч║М(x├╣)х╛Ах╛�(f├╣)хИЗхЙКчЪДхдзхИЗхЙКщЗПщКСщВКшгЭхВ�я╝МцзЛ(g├▓u)х╗║х┐лщАЯщЯ┐цЗ�(y─лng)хОЪхгБчДКчобчДКч╕лхАТшзТхдзхИЗхЙКщЗПщЬАц▒ВчЪДхдЪхИАщанхИЗхЙКцЦ╣х╝ПшИЗх┐лщАЯхоЪхпмуАБхоЪхО�уАБхИАщаншзТх║жшк┐(di├аo)цХ┤чЪДч╡�(ji├й)цз�(g├▓u)х╜вх╝Пя╝МчФЯчФ�(ch╟Оn)цХИчОЗцПРхНЗ2хАНф╗еф╕�я╝ЫчЩ╝(f─Б)цШОхЗ║хОЪхгБчДКчобцЭ┐щВКща�(y├╣)х╜ОщЬАц▒ВчЪДщМпщВКщЭЮх░Нчи▒х╕Гч╜ох╜вх╝ПшИЗхдЪцЫ▓щЭвх╝зцо╡ч╡ДхРИхдзцнещХ╖х╜ОцЫ▓цЦ╣х╝Пя╝МхПпхп�(sh├н)чП�(xi├аn)цибхЕ╖х┐лщАЯшк┐(di├аo)цХ�уАБцЫ┤цПЫчЪДцнещА�(j├мn)х╝ПщаР(y├╣)х╜�я╝МщаР(y├╣)х╜ОщВК2800mmф╗еф╕КуАБцибхЕ╖цКХш│ЗчВ║хВ│ч╡▒(t╟Тng)ща�(y├╣)х╜ОшгЭч╜очЪД40%я╝ЫцзЛ(g├▓u)х╗║ф║ЖхОЪхгБчДКчобчобщлФх╜ОцЫ▓щЬАц▒ВчЪДщлШхЙЫх║жтАЬCтАЭх╜вч╡�(ji├й)цз�(g├▓u)х╕Гч╜ох╜вх╝ПшИЗхдзш╖их║жщЫЩцйЯ(j─л)ч╡ДхРИщАгч║М(x├╣)цКШх╜Оши�(sh├и)хВЩч╡Р(ji├й)цз�(g├▓u)х╜вх╝Пя╝МчЩ╝(f─Б)цШОхЗ║х┐лщАЯщАБцЦЩуАБхЗ║цЦЩчЪДщЫЩцйЯ(j─л)хРМцнешБ�(li├бn)хЛХчЪДх╝�(qi├бng)хКЫх╜ОцЫ▓шгЭхВЩя╝Мцй�(j─л)ч╡ДшГ╜хК�2├Ч3000tуАБхРМцнеч▓╛х║жщБФ(d├б)хИ░┬�0.1mmя╝ЫчЩ╝(f─Б)цШОхЗ║хОЪхгБчДКчобчобщлФхдЪшЗкчФ▒х║жхРИч╕лч╡�(ji├й)цз�(g├▓u)х╜вх╝ПуАБц╢ИщЩдчобщлФх╜ОцЫ▓цИРх╜вщБОчиЛщБ║чХЩч╝║щЩ╖чЪДхдЪш╗╕хРИч╕лч│╛хБПшгЭхВЩя╝Мхпж(sh├н)чП�(xi├аn)цЩ║шГ╜чДКцОещЩНф╜Оф║║чВ║хЫач┤ауАБшк┐(di├аo)щАЯшМГхЬНчВ║0.2m/s-0.7m/sуА�
хЬ�6 хдзхПгх╛СхОЪхгБф╕НщК╣щЛ╝чДКчобщлШш│к(zh├м)щлШцХИхИ╢хВЩчЪДцИРхеЧшгЭхВ�
уААуААцЗ�(y─лng)чФицГЕц│БшИЗцХИцЮЬ
уААуААща�(xi├аng)чЫохЬихЬЛхо╢973шиИхКГуАБхЬЛхо╢шЗкчД╢чзСхн�(xu├й)хЯ║щЗСуАБх▒▒ше┐чЬБщЗНхдзх░ИщаЕ(xi├аng)уАБхЬЛхо╢чБлчВмшиИхКГчФв(ch╟Оn)це�(y├и)хМЦчд║шМГщаЕ(xi├аng)чЫочнЙщЗНхдзх░ИщаЕ(xi├аng)чЪДцФпцТРф╕Ля╝МщАЪщБОхНБхдЪх╣┤шБп(li├бn)хРИцКАшб�(sh├╣)цФ╗щЧЬ(gu─Бn)я╝МчЩ╝(f─Б)цШОф║Жч╢�(j─лng)ц┐�(j├м)щлШцХИчЪДJCOEщАгч║М(x├╣)хИ╢чобх╖ешЧЭчЪДх░ИцЬЙцКАшб�(sh├╣)я╝МцУБцЬЙхЕищГишЗкф╕╗чЯешнШчФв(ch╟Оn)цм�(qu├бn)чЪДщжЦцвЭхдзхПгх╛СхОЪхгБф╕НщК╣щЛ╝чДКчобшгЭхВ�я╝Мц╗┐ш╢│цЯФцАзчФЯчФ�(ch╟Оn)чЪДхдЪшж�(gu─л)ца╝уАБхдЪхУБчиочЪДшжБц▒�уАВч│╗хИЧчФв(ch╟Оn)хУБцХ┤щлФщБФ(d├б)хИ░шКмшШнOutokumpuуАБщЯУхЬЛEEWхЕмхП╕уАБх╛╖хЬЛButtingхРМщбЮчФ�(ch╟Оn)хУБц░┤х╣│я╝МщГихИЖцМЗциЩ(bi─Бo)хД�(y┼Нu)ф║ОхЬЛхдЦц░┤х╣�уАВцЬмща�(xi├аng)чЫох╖▓чН▓х░ИхИ�59ф╗╢я╝ИчЩ�(f─Б)цШОх░ИхИ�30ф╗╢я╝Йя╝Мш╗Яф╗╢шСЧф╜ЬцмК(qu├бn)11ф╗�я╝МшлЦцЦ�59чп�я╝Мш╡╖шНЙф║ЖхЬЛхо╢ци�(bi─Бo)ц║�(zh╟Фn)16ща�(xi├аng)уА�
уААуААчФ�(ch╟Оn)хУБх╖▓цЗ�(y─лng)чФиф║ОтАЬф╕Ах╕╢ф╕Аш╖птАЭф┐Дч╛ЕцЦпф║ЮщжмчИ╛LNG2ц╢▓хМЦхдйчД╢ц░гщаЕ(xi├аng)чЫ�уАБщШ┐чИ╛хПКхИйф║ЮхЬЛхо╢чЯ│ц▓╣хЕмхП╕Kurvers PipingщлШчблхОЯц▓╣ш╝╕щАБчобч╖ЪщаЕ(xi├аng)чЫоуАБф╝КцЛЙхЕЛхУИц│Хф║ЮCPF3ща�(xi├аng)чЫоф╗ехПКх▒▒цЭ▒LNGцОецФ╢чл�уАБх╗гше┐LNGцОецФ╢чл�уАБхдйц┤еLNGцОецФ╢члЩуАБц╡Щц▒ЯчЯ│хМЦчЪД4000шРмхЩ╕/х╣┤чЕЙхМЦф╕АщлФхМЦща�(xi├аng)чЫочнЙ230хдЪщаЕ(xi├аng)хдзф╕нхЮЛх╖ечиЛщаЕ(xi├аng)чЫ�я╝Мч┤пшиИщК╖хФош┐С10шРмхЩ╕я╝Мхпж(sh├н)чП�(xi├аn)щК╖хФо24хДДхЕГя╝МхИйчи�4.55хДДхЕГя╝МцПРхНЗцИСхЬЛф╕НщК╣щЛ╝чДКчобчФ�(ch╟Оn)це�(y├и)цХ┤щлФчл╢чИнхК�я╝Мх░НцПРхНЗщлШчлпшгЭхВЩхИ╢щАац░┤х╣│хПКхЬЛчФв(ch╟Оn)хМЦчОЗцЬЙш╝ГхдзчП╛(xi├аn)хп�(sh├н)цДПч╛йуА�
